15 anillo de acero inoxidable del engranaje del acero de aleación del módulo 28 del diámetro grande de m
Descripción
| Modelo |
anillo de acero del engranaje |
| Tipo |
Engranaje redondo/de gusano/cartabón/acero inoxidable plástico No-redondo de /Rac |
| Forma del diente |
estímulo/biselado/curva/engranaje doble |
| Tipo de la producción |
Lanzamiento/corte/balanceo/engranaje sinterizado
|
| Envuelto |
caja de madera |
|
Alcance de uso
|
la materia textil, la agricultura, la explotación minera, la comida, el aceite y la otra maquinaria de la transmisión |
| Dureza |
endurecimiento |
| MOQ |
pedazos ≥100
|
producto introducir
| Nombre |
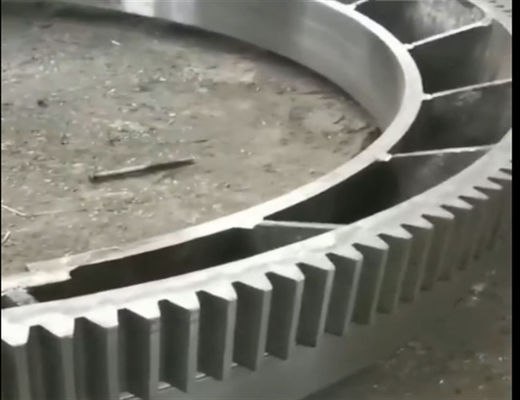
15 anillo de acero inoxidable del engranaje del acero de aleación del módulo 28 del diámetro grande de m |
| Módulo que trabaja a máquina |
0.2-10 |
| Materiales: |
stee45#l, 40CR, hierro fácil del coche (1214#), latón, bronce de la lata, POM (acero al silicio), PVD, PVDFl, nilón importado, 303# de acero inoxidable, 304# de acero inoxidable, 606# de aluminio, 6063# de aluminio |
|
Tratamiento superficial: ennegrecimiento,
|
nitruración, etc de alta frecuencia, de carburaciones y de amortiguamientos, superficiales
|
| Equipo de proceso: |
Tornos del CNC, tornos automáticos, tornos generales, máquina que friesa, talladora del engranaje, fresadora del engranaje, máquina de afeitar, fresadora, máquina de pulir, corte del alambre, etc |
| Tecnología de proceso |
fresando, engranaje, afeitando, dientes que muelen |
| |
|
especificaciones comunes del engranaje de estímulo
| Especificaciones comunes del engranaje de estímulo |
| Módulo |
el 1M |
el 1.5M |
los 2M |
los 2.5M |
3M |
los 4M |
los 5M |
| grueso del diente |
10m m |
15-18m m |
20m m |
25m m |
30m m |
35-40m m |
40-50m m |
| agujero interno |
El agujero en blanco |
| determinación de método |
Diámetro = módulo externos * (número de dientes -2) |
Se introduce el material
El de uso general de acero en la fabricación de engranajes es acero de acero templado y de la nitruración de acero, de acero templado, carburado moderado. El acero fundido tiene un levemente de fuerza menor que el acero forjado y es de uso frecuente para engranajes más grandes; El arrabio gris tiene propiedades mecánicas pobres y se puede utilizar en la transmisión abierta del engranaje de la carga ligera. El arrabio nodular puede substituir en parte de acero en la fabricación de los engranajes; El engranaje plástico se utiliza sobre todo para la carga ligera y los requisitos de poco ruido, y el engranaje con buena conductividad termal del engranaje de acero.
En el futuro, el engranaje se está convirtiendo hacia la dirección de la carga pesada, de la velocidad, de la alta precisión y de la eficacia alta, y se esfuerza para tamaño pequeño, el peso ligero, la larga vida y la confiabilidad económica.
El desarrollo de la teoría del engranaje y de la tecnología de fabricación estudiará más lejos el mecanismo del daño del diente de engranaje, que es la base para establecer un método confiable del cálculo de fuerza, es la base teórica para mejorar la fuerza de sustentación del engranaje y prolongar la vida del engranaje. Un nuevo perfil del diente representado por perfil del diente del arco se desarrolla. Nuevos materiales del engranaje de la investigación y nueva tecnología de la fabricación del engranaje; Para mejorar la suavidad de la operación del engranaje y aumentar el área de contacto de los dientes de engranaje en a carga plena, la fuerza de sustentación del engranaje es mejorada estudiando la deformación elástica, los errores de la fabricación y de la instalación y la distribución del campo de la temperatura.
La fricción, la teoría de la lubricación y la tecnología de la lubricación son el trabajo básico en la investigación del engranaje. El estudio de la teoría flúida elástico de la lubricación de la presión dinámica, la popularización del aceite lubricante sintético y la adición apropiada de añadidos extremos de la presión en aceite pueden no sólo mejorar la fuerza de sustentación de la superficie del diente, pero también mejorar la eficacia de la transmisión.
Método de proceso
Los métodos de proceso espirales del engranaje tienen dos categorías, una son el método de copiado, con un surco de formación del engranaje del cortador que muele, son “forma de imitación”. El otro es el método del generativity.
(1) máquina que friesa que friesa: módulo del proceso 8 de la poder debajo de los dientes helicoidales
(2) dientes de la fresadora: puede procesar el estante recto
(3) engranaje de la máquina que ranura: puede procesar los dientes internos
(4) dientes de derrota fríos de la máquina: ningún proceso del microprocesador
(5) un engranaje más plano del engranaje: engranaje del módulo del proceso 16 de la poder
(6) dientes de lanzamiento de la precisión: el piñón barato se puede procesar en grandes cantidades
(7) máquina de pulir del engranaje: puede procesar el engranaje en la máquina principal de la precisión
método de lanzamiento
Los bastidores del engranaje también se conocen como engranajes de acero echados. Esto es porque la mayoría de los engranajes se hacen del acero fundido. Aquí comparto una cierta información sobre la producción de bastidores del engranaje y de tratamiento térmico relacionado. Los bastidores del engranaje se extienden generalmente en peso de algunos kilogramos a varias toneladas.
Los bastidores del engranaje se hacen generalmente del alto carbono funden de acero, pero algunos se hacen del acero de aleación que contiene el cromo, el níquel y el molibdeno para alcanzar fuerza de alta resistencia. Los engranajes grandes tienen generalmente requisitos físicos más bajos que los piñones.
Sobre el proceso de lanzamiento, el proceso del moldeado del piso es conveniente y puede generalmente cubrir la demanda normal. Para los engranajes del acero de molde, tales como engranajes impulsores, engranajes y ruedas de rueda loca, un proceso del moldeado del piso que usa la arena del cuarzo es una buena opción. ¿Por qué? Porque mayores partes del engranaje necesitan trabajar a máquina. Así pues, usted no necesita utilizar un proceso de lanzamiento más alto. Además, para las piezas de acero fundido medias y grandes, el proceso del moldeado del piso que usa la arena del cuarzo casi es la única opción.
En relación con el tratamiento térmico, por supuesto, todas las piezas de acero fundido se deben estandardizar para eliminar presiones internas. Algunas partes del bastidor del engranaje pueden ser soldadas con autógena. Si la fundición suelda con autógena bastidores, la posición de la soldadura debe ser recocida. Si el fresar es extremadamente duro, usted puede recocer otra vez para reducir la dureza y para eliminar puntos duros internos. Después de trabajar a máquina y de fresar, un engranaje se endurece o se endurece para mejorar la dureza superficial de sus dientes. Para el piñón/engranaje, usted puede hacer la carburación. Para los engranajes impulsores grandes, usted puede hacer el endurecimiento superficial. Los engranajes que no se han endurecido tienen un palmo de la corta vida solamente de algunas semanas a algunos meses.
Porque los bastidores del engranaje tienen requisitos más altos en los materiales, los defectos, el proceso y el tratamiento térmico. Por otra parte, los pedidos para los bastidores del engranaje son relativamente pequeños. Como consecuencia, muchas fundiciones de acero son reacias fabricar.
Algunos engranajes son hechos por proceso que forja. Forjar densidad interna del tejido del engranaje es mejor, más de alta resistencia. Los engranajes forjados se pueden utilizar para condiciones de trabajo más rigurosas. Los engranajes echados tienen fuerza baja pero son ampliamente utilizados en condiciones de funcionamiento generales. El coste de forjar los engranajes es alto mientras que el coste de echar los engranajes es relativamente bajo. El comprador seleccionará el proceso de fabricación apropiado según el coste y las condiciones del uso.


 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres!